







大型储罐焊接技术的质量要求与控制
发布时间:
2017-06-07
大型储罐焊接技术的质量要求与控制
摘要:文章通过对某大型储罐施工经验的总结,阐述了储罐焊接施工前的准备工作与预制组装的控制和要求,并结合焊接施工的技术措施,总结出了大型储罐焊接质量控制须掌握的一些方法和步骤。
关键词:大型储罐;焊接;质量要求
0 工程概况
某油库原油储罐建设工程中的50000m3原油储罐,直径60m,高度19.39m;罐底中幅板材质为Q235B,厚度10mm;边缘板材质为Q345R,厚16mm;壁板下7圈材质为Q345R,厚度依次为10mm、11mm、14mm、18mm、22mm、26mm、30mm;最顶层材质为Q235B,厚度10mm。工程焊接施工难度大,各部位组装尺寸要求严格,如不采取有效的控制措施,将产生较多的焊接缺陷和变形。为保证本工程焊接质量,制定了完善的质量控制措施。
1 焊前准备
1.1 焊接材料质量控制
焊接材料是储罐安装焊接质量保证的基本条件。焊接材料的质量和正确使用,影响到储罐安装的施工进度、质量和成本。用于储罐焊接的焊材必须为符合国家标准、正规生产厂家生产的产品,具有合格证书和清晰、牢固的标志。产品经自检、监理检验合格后,按照焊材管理制度进行保管、烘干、发放、使用和回收。
1.2 焊接设备控制
储罐焊接所需的CO2气体保护焊机、手弧焊机、气电立焊机、埋弧焊机及焊材烘干设备应完好,性能可靠稳定。焊接设备的电压表、电流表是焊接参数的计量仪表,直接影响焊接操作,必须保证其检验合格。必须加强管理焊接设备,定期保养和检验,并做好记录。
2 预制与组装的控制和要求
2.1 预制质量控制
钢板切割前加强对钢板外观质量检查,检测其厚度是否合格,经报验监理合格后方可切割。放置钢板时,按照材料管理办法杜绝其落地,防止钢板本身发生变形和生锈腐蚀。
2.1.1 底板预制质量的控制
罐底板切割时必须保证底板的平整度,以确保下料精度。长、宽、对角线偏差控制在±1mm之内。对每张板进行检查编号,并做好记录。将切割产生的不合格板与合格板分开,以便不合格板用于切割与边缘板对接的异形中幅板。
2.1.2 壁板预制质量控制
壁板切割时,严格按照技术交底的要求切割,其长、宽、对角线偏差控制在±1mm之内,对每张板进行“四检制”检查,编号并做好记录。切割产生的不合格钢板按照相应的焊接工艺对其进行补焊再重新切割。钢板滚弧质量将直接影响壁板的焊接质量,对板厚δ≥26mm的厚板,一旦滚弧产生扭曲,组装时很难取得好的垂直度和椭圆度,从而影响焊接质量。因此,在预制加工壁板时,滚弧曲率一定要准确,杜绝一次滚弧成形。对于壁板曲率可用弧形样板检查,最好使壁板曲率控制在0~3mm。
2.2 组装质量控制
2.2.1 底板组装质量控制
大型储罐罐底的施工,好的排版不仅可以减少工作量,节省材料,还能控制焊接变形。该罐底板由中幅板和边缘板两部分组成,所有焊缝均为对接焊缝且焊缝下都有100mm×5mm或100mm×6mm的扁钢垫板。
在铺设垫板时,将长焊缝下面的垫板(位于T型焊缝下面的垫板)分段断开,避免应力沿焊缝长度方向积累。垫板接头处预留约10mm间隙且垫板只点焊,在底板焊接时保证垫板接头可以脱开以抵消由于收缩造成的应力集中。改变后的垫板铺设如图1所示。
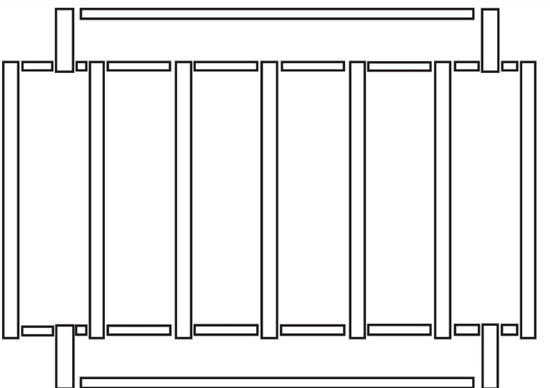
图1 垫板铺设
中幅板铺设依照垫板位置进行,从中心向两侧对称铺设。先组对点焊短焊缝,长焊缝最后组对焊接,组对间隙保证为5mm,且分布均匀。
中幅板与边缘板接触部位焊缝称为收缩缝,此处中幅板尺寸应较罐底直径大1‰左右,待中幅板、边缘板焊接以及罐底大角缝焊接完成后进行二次切割,然后组对焊接。
边缘板按照所布垫板位置进行铺设。边缘板对接焊缝一侧与垫板整道焊缝点焊,另一侧只点焊外端400mm;且在焊缝内端加焊连接板保证焊缝间隙。边缘板铺设应注意尽量在当天铺设组对完成,避免因昼夜温差变化造成收缩移位。
2.2.2 壁板组装质量控制
采用倒装法施工大型储罐,即先组装最上层壁板。在保证单块壁板切割尺寸合格的基础上,依据技术交底进行组装,间隙控制在5±1mm。立缝不用点焊,采用多功能组装卡具来调节间隙和错边量,并采用圆弧板进行刚性固定,防止焊缝发生角变形,立缝上下点焊熄弧板和引弧板。每圈壁板焊接时预留一道立缝不组对焊接,待该圈壁板其余立缝焊接完成后再重新切割组对焊接,保证收缩余量。
3 焊接质量控制
3.1 底板焊接质量控制
储罐底板焊接时,底板不进行刚性固定,钢板始终处于自由状态,能自由收缩以减少焊接应力。焊接时,由中心向外退焊,先焊接错开的短焊缝,后焊接直通的长焊缝,使焊缝有较大的横向收缩余地。预留收缩缝,待罐壁全部焊完后再焊接收缩缝。
中幅板的焊接工艺是CO2气体保护焊打底一遍,碎焊丝+埋弧自动焊填充盖面一遍。CO2焊热输入小,焊缝收缩量小,可减少和预防焊接变形,且填充盖面一次完成减小了焊缝收缩量,焊接变形显著减小。CO2焊打底焊接时,应保证打底层厚度不低于5mm,目的是防止埋弧自动焊大电流、高热输入焊接时烧穿垫板,并保证CO2焊丝与垫板的良好熔合以及表面呈内凹形,与两侧坡口圆滑过渡,确保罐底板埋弧焊盖面时熔透。
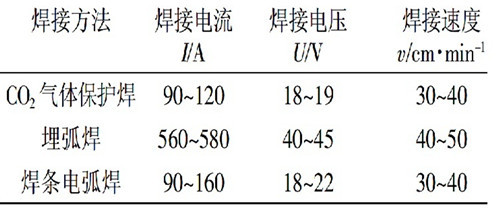
边缘板先焊接外侧300mm,一般采用焊条电弧焊;罐体大角缝焊接完成后再进行剩余部分的焊接。罐底板焊接参数如表1所示。
表1 罐底板焊接工艺参数
3.2 壁板立缝焊接质量控制
立缝焊接采用两台AT-DGL气电立焊机异向同时施焊,焊缝通过正面的水冷铜滑块和背面的水冷铜块的冷却作用可一次成形,焊缝美观。气电立焊采用直流反接,CO2气体和药芯焊丝的药皮对熔池有保护作用,同时药皮也避免了铜滑块被熔池熔化产生粘连,保证了焊缝质量;焊丝在引弧板上稳定燃烧且焊缝成形均匀后再焊接壁板,最后在熄弧板上熄弧,待焊接完成后切除引、熄弧板,保证焊接接头质量。
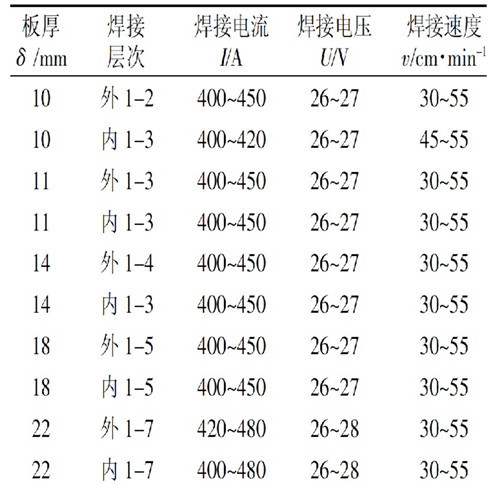
本工程中立缝的坡口要求为:板厚δ<26mm,均为V型坡口;板厚δ≥26mm,均为不对称的X型坡口。因罐内均布液压顶升装置,气电立焊机无法焊接厚板X型坡口的内侧焊缝,厚板外侧焊缝焊完后,内侧焊缝采用焊条电弧焊。V型坡口气电立焊机可一次焊接成形。焊接前用同等弧度的圆弧板对立缝进行刚性固定,有效地减少了焊接角变形。气电立焊焊接参数如表2所示。
表2 气电立焊工艺参数

3.3 壁板环缝焊接质量控制
环缝采用四台AT-DGH埋弧横焊机同向等速退焊。实践证明,影响环缝焊接质量的关键因素是焊缝的组装间隙、坡口形式和角度。采用不对称K型坡口,不对称大小根据板厚及内侧清根量确定,本工程中环缝组装间隙要求为0mm,这在现场安装中难度大。在施工过程中组对间隙在0~1mm都能正常施焊,对于太大的间隙在外侧采用焊条电弧焊封底,清理干净后再进行埋弧焊。横焊顺序为先焊外侧焊缝,每焊一层都要清理药皮、夹渣,再填充、盖面;外侧焊完后,内侧采用磨光机清根,磨光机清根可有效地清除外侧焊接时产生的气孔、夹渣等,而且能很好地控制坡口形状。环缝焊接参数如表3所示。
3.4 大角缝焊接
大角缝焊接在底圈壁板纵缝焊完后进行。焊前,在罐壁内侧设置若干个斜撑(相距1.5m为宜),用以控制角缝焊接引起的角变形对垂直度及收缩缝焊接的影响。先焊角缝外侧,由多名焊工同向等速进行多层焊接,外侧角缝焊完后再焊内侧。(马春丰)
下一页
推荐新闻
2025-02-21
2月21日下午,集团公司在16楼会议室组织召开项目委派人员管理制度宣贯会,公司各条线的分管领导以及部门负责人参加活动。 集团总经济师樊红燕率先就《项目委派人员管理细则》展开了细致入微的介绍,对管理细则中的各项条款进行了深入浅出的解读,让与会人员对该制度有了更为清晰和全面的认识。在解读过程中,与会人员全神贯注,认真聆听每一个关键要点,并结合自身工作实际,对管理细则的相关落实政策积极建言献策,现场讨论氛围热烈。
2025-02-20
2月14日,集团金润分公司联合南通公司、劳务公司召开年初工作会议。公司副总蔡艇带领与会人员深入学习集团董事长殷炜东在三届七次股东大会上所作的工作报告精神,要求全员深刻领会报告精神,切实把思想和行动统一到集团的决策部署上来,以高度的责任感和使命感推动各项工作落实。会议还全面部署2025年度重点工作任务。
2025-02-20
2月18日,科思创聚合物(中国)有限公司举办CISS维修承包商安全誓师大会暨“年度最佳承包商”颁奖仪式,集团公司获评“科思创2024年最佳检修承包商”。2月20日,在陶氏张家港基地举行的承包商安全会议上,集团公司又被甲方评为“2024年度安全表现最佳单位”。这两个项目均由集团金维分公司负责施工,分公司团队深耕外资企业检维修领域十余载,和科思创、陶氏等优质外企始终保持良好紧密的合作关系,为他们在中国的发展作出了持续贡献,实现了“合作共赢”的良好局面。另外,陶氏项目部员工郭荣高还获评“安全表现最佳个人”。
2025-02-14
2月13日下午,集团组织召开区域公司年初工作动员会,各区域公司副职以上参加会议。董事长殷炜东拨冗参会并讲话,他要求各区域公司多形式、多层次、全方位的将三届七次股东大会暨年初工作会议精神宣传到分公司、项目部的施工一线,特别是解释沟通好成本管理、集中采购、人员派驻等重点工作;同时,董事长勉励区域工作人员要坚定信心、满怀希望、开拓进取,始终与集团总部同向发力、双向赋能,为集团公司韧性生存、砥砺前行汇聚更多正能量。总经理张健主持会议,并就做好各项工作提出具体要求。与会人员还结合区域工作实际开展了讨论交流。(办公室)
2025-02-12
乙巳春光新岁景,韧性图存谋前行。2月11日,集团公司三届七次股东大会暨年初工作会议在启安大厦4楼会议厅胜利召开,公司股东、集团总部、区域公司、直属单位和分公司负责人等90余人与会。会议由总经理张健主持。
2025-02-10
2月6-9日,集团公司采用“云课堂”方式组织开展了春节节后综合培训。本次培训内容覆盖质量、安全、经营、法务、人事培训等多个方面,共开展了12场专业知识交流(座谈会交流模式3场、直播交流模式9场),培训总时长超20学时。除了工程部、安设部、市场部、法务部、企管部等条线主持业务交流外,还特邀了启东应急管理局曹晔科长作安全生产讲座。各类培训与项目实际贴合紧密,干货满满,并对课程重点设置了有奖问答,及时检验反馈培训成果,学员与老师双向互动频繁、学习气氛浓郁。据统计,公司共有2201人次参与了本次综合培训活动。
2025-02-10
2月9日,集团利盟多分公司召开2024年度总结大会暨2025新年动员大会。会议总结了分公司2024年的成绩与不足,明确了2025年的发展方向与工作目标;各项目经理分享了2024年的工作成果、经验教训,共同讨论了新能源领域的探索、光伏电站建设的质量管控等议题。分公司负责人徐浩要求通过优化项目管理和提升工作标准,进一步增强分公司的发展后劲,努力实现可持续高质量发展。
2025-02-09
2月8日,集团公司组织召开区域经管业务交流探讨会,各区域公司及金润分公司经管人员、总部市场开发部全体人员参加会议。集团公司副总宋宏亮参加会议并对今年新项目承接前的调研与风险评估、合同签订过程中的条款审核以及经营工作、信用管理工作等提出了具体要求。市场开发部负责人龚健华重点就管控项目投标报备、严格合同评审、严禁内部挂靠、强化信用管理、规范跨区域盖章、平衡管理与服务等事项作了解读。与会人员共同对规范集团OA流程内容填写及审核、及时更新招投标平台资料确保正常竞标、加强集团公司诚信管理、及时进行失信记录修复等事宜作了交流探讨。(市场开发部)






联系我们

中文手机网站
英文手机网站
微信公众号
新0A手机登录二维码